方案三:解决切片(主料)和色母(辅料)在线计量与混合
解决方案三:解决切片(主料)和色母(辅料)在线计量与混合
随着社会发展及市场经济的进一步推进,化纤企业之间的发展竞争日趋激烈,企业为了紧跟市场的变化,多品种、小批量生产及看板式生产等渐渐成了化纤企业主要采用的生产方式,单一的生产方式向混合型生产方式发展。特别是化纤行业发展已进入微利时期,纺织化纤行业也进入到竞争激烈的国际市场,时下又逢世界经济危机,如何提高产品质量与市场竞争力,是化纤企业十分关心的问题。
本方案主要目的是解决色丝生产线因切片(主料)和色母粒(辅料)计量不准确、混合不均匀、添加不顺畅、引起产品颜色差异大的问题,同时解决更换过滤器引起的色差问题。
现状及对策:
传统化纤企业色母粒辅料的添加都采用干燥箱干燥色母(辅料)后,将色母(辅料)添加到容积式喂料机(也有采用圆盘式)中,由喂料机按照体积计量的方式与主料下料管道汇合。切片由于量大一般都采用干燥机,干燥完成后直接和色母粒(辅料)进入主螺杆热熔。但这种方法也存在一些问题,比如说:原料中出现个别异形色母粒时会导致堵料,无料下落等现象,造成产品颜色偏谈,另外由于电压变化引起的电机转速异常,导致的下料量不稳定引起的色差,再则由于色母粒本身的长度和粒径发生变化时引起的色差,原有的体积式喂料机无法解决以上问题。
行业特点:
多品种多颜色、经常更换辅料、要求设备运行稳定、加料量要求精度高,换料/清理快速无残料、加料量和计量泵的工作情况需要联动,设备空间紧凑,性能稳定
工作原理:
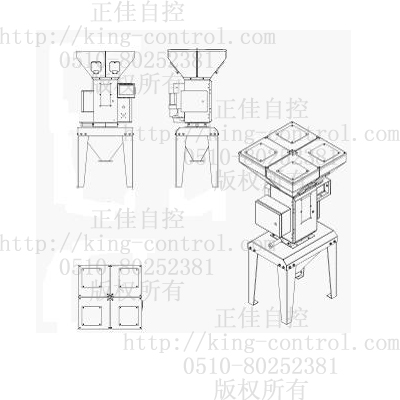
ZJ-PLML系列增重式计量系统采用人机界面输入相应的配比参数,通过称重传感器把每个计量秤的信号传递给称重仪表,再经过称重仪表转换信号和中央控制器连接,中央控制器结合设置的配方根据每台计量的实时数据,控制每种物料的加料时间及加料量,当所有原料称重结束后,均进入卧式混合机,经过充分的混合后,通过真空吸料机或重力的方式进入主螺杆。
特点:
u 适用于3-6种原料在线称重,且需要预混合的场合
u 全中文智能化操作界面,参数修改更便捷
u 模块化设计拆卸方便,组装简单快捷,包括搅拌装置在内的主要部件拆卸清理方便
u 配备高精度进口称重传感器与称重仪表,确保每批次的混合配比误差(按设定比例的大小而定)控制在±0.1-0.5%以内
u 主料和辅料单独计量,提高了计量精度与速度
u 间歇式混料器,混合能力最高可达2500kg/h
u 安装使用方便,特殊设计夹固件,全量排出时的残量少,清扫简单
u 采用先进的抗振动技术,解决现场振动引起的诸多问题,提高称重计量精度
u 选配上料机和料位系统,可以快速组成自动生产线
u 丰富的通讯接口:RS232/485,支持MODBUS现场总线,DP总线,同时可与主螺杆系统连接,或进入DCS系统,实现在计算机上远程管理该设备
技术参数:
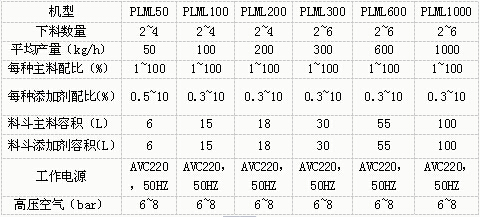
适用范围:
有色纤维、功能性纤维、注塑、挤出、吹塑成型等
选配件:
真空上料机,料位器 ,支架
典型应用:

客户案例:
诸暨盛阳纺织有限公司 诸暨盛钞化纤有限公司
无锡力扬纤维有限公司 常熟涤纶厂
浙江华欣新材料有限公司 常州联力化纤有限公司
浙江美丝邦集团有限公司 锦盛控股集团有限公司
杭州恒远集团有限公司 常州聚强化纤有限公司
若需了解更多详细内容请咨询0510-80252381